|
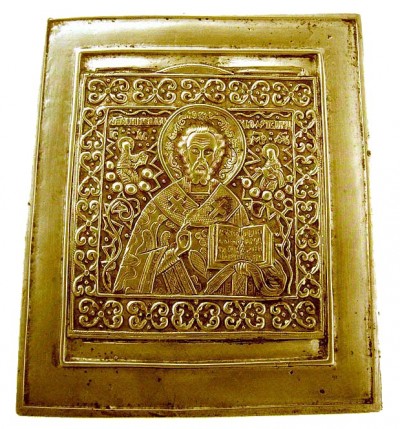
Форма для отливки Николая Чуд. из Вологды
|
|
| толлл | Дата: Четверг, 17.11.2016, 00:10 | Сообщение # 1 |
 Активный участник форума
Группа: Проверенные
Сообщений: 122
Награды: 0
Репутация: 11
Статус: Оффлайн
| 
Вот, наткнулся на такой вот предмет, обсуждений нигде не видел.
Интересно происхождение и возраст сей формы.
https://meshok.net/item/49198437
|
| |
| |
| Калинин | Дата: Четверг, 17.11.2016, 14:21 | Сообщение # 2 |
 Профи
Группа: Администраторы
Сообщений: 9247
Награды: 0
Репутация: 1185
Статус: Оффлайн
| Нормальная форма, для таких печи специальные строились (Марк Исаакович расскажет). Думаю, единицы литеек могли себе позволить работу с семивершковыми иконами. А ведь кресты и больше были, вплоть до семнадцати...
Форма нормальная, а вот продавец, судя по ценнику, не вполне...
|
| |
| |
| лембой | Дата: Пятница, 18.11.2016, 07:51 | Сообщение # 3 |
|
Профи
Группа: Проверенные
Сообщений: 1901
Награды: 0
Репутация: 385
Статус: Оффлайн
| А может это форма не для прямого литья, а для восковых моделей?
|
| |
| |
| Rus52 | Дата: Пятница, 18.11.2016, 19:50 | Сообщение # 4 |
|
Активный участник форума
Группа: Проверенные
Сообщений: 174
Награды: 0
Репутация: 42
Статус: Оффлайн
| Вряд ли для восковых моделей т.к. слишком трудоемко.
Возможно перед нами штамп для изготовления штамповки из листа.
|
| |
| |
| Северный_копарь | Дата: Пятница, 18.11.2016, 21:44 | Сообщение # 5 |
|
Профи
Группа: Проверенные
Сообщений: 2104
Награды: 0
Репутация: 598
Статус: Оффлайн
| Цитата Rus52 (  ) Вряд ли для восковых моделей т.к. слишком трудоемко. |
| |
| |
| olgor | Дата: Пятница, 18.11.2016, 22:19 | Сообщение # 6 |
|
Профи
Группа: Проверенные
Сообщений: 160
Награды: 0
Репутация: 65
Статус: Оффлайн
| По моему в кокили = металлические формы только чушки отливать можно. Ввиду нулевой газоотводности металлической формы вся повехность соприкосновения заливаемого металла с формой будет покрыта раковинами при остывании. Примерно как тут https://www.youtube.com/watch?v=okn3bnZRY-k
Есть и другие нюансы.
Сообщение отредактировал olgor - Суббота, 19.11.2016, 21:42 |
| |
| |
| Ромочка | Дата: Суббота, 19.11.2016, 10:59 | Сообщение # 7 |
|
Группа: Удаленные
| Поверхность выпуклая,не для литья это а на жестянку штамповать.
|
| |
| |
| soldat-52 | Дата: Суббота, 19.11.2016, 11:34 | Сообщение # 8 |
 Профи
Группа: Проверенные
Сообщений: 2345
Награды: 1
Репутация: 1137
Статус: Оффлайн
| Северный_копарь, Так залить воском можно а как пристывший воск к рельефу металла потом оторвать от поверхности? Тоже думаю для штампа жестяных икон или гальваники какой нить
|
| |
| |
| merkatore | Дата: Суббота, 19.11.2016, 11:53 | Сообщение # 9 |
 Профи
Группа: Проверенные
Сообщений: 5179
Награды: 2
Репутация: 2242
Статус: Оффлайн
| http://mednolit.ru/forum/4-35778-1
|
| |
| |
| Rus52 | Дата: Суббота, 19.11.2016, 13:49 | Сообщение # 10 |
|
Активный участник форума
Группа: Проверенные
Сообщений: 174
Награды: 0
Репутация: 42
Статус: Оффлайн
| Северный_копарь, в данном случае имел ввиду трудоемкость изготовления металлической формы,
для восковок пресс формы изготавливают из резиноподобных материалов.
Остальные нюансы обсуждать не вижу смысла.
|
| |
| |
| Северный_копарь | Дата: Суббота, 19.11.2016, 22:24 | Сообщение # 11 |
|
Профи
Группа: Проверенные
Сообщений: 2104
Награды: 0
Репутация: 598
Статус: Оффлайн
| Цитата soldat-52 ( ) Северный_копарь, Так залить воском можно а как пристывший воск к рельефу металла потом оторвать от поверхности?
Для лучшего понимания нужно знать материал, из которого изготовлена форма и знать степень обработки внутренней поверхности формы. Согласен с коллегой лембой, версия формы для отливок восковых моделей наиболее правдоподобна и вероятна.
Цитата Rus52 ( ) Северный_копарь, в данном случае имел ввиду трудоемкость изготовления металлической формы,для восковок пресс формы изготавливают из резиноподобных материалов. |
| |
| |
| Rus52 | Дата: Воскресенье, 20.11.2016, 00:59 | Сообщение # 12 |
|
Активный участник форума
Группа: Проверенные
Сообщений: 174
Награды: 0
Репутация: 42
Статус: Оффлайн
| К гальванокопии обсуждаемый предмет не имеет никакого отношения и, кстати, если будете изготавливать восковую модель,
не нагревайте форму, иначе восковка оплавится и при извлечении из формы потеряет рельеф.
|
| |
| |
| Gena_Ural | Дата: Воскресенье, 20.11.2016, 10:38 | Сообщение # 13 |
 Профи
Группа: Проверенные
Сообщений: 1258
Награды: 0
Репутация: 233
Статус: Оффлайн
| я предлагаю вот такую версию.Конгрев.
Конгревное тиснение без фольги — (англ. embossing, нем. praegung) придание рельефа (в сторону наблюдателя) спрессовыванием материала между клише для конгрева (матрицы) и патрицы (контрматрицы, ответной части). Изображение делается выпуклым. Производиться либо холодным способом, либо с подогревом клише до 60 градусов Цельсия.Конгревное тиснение с фольгой — как правило, процесс производиться в один удар (оттиск), то есть перенос фольги и придание рельефа происходит одновременно. В обычных условиях этот процесс разделяется на два: сначала припрессовывается фольга, вторым прогоном придается рельеф. В данном же случае, конгревное тиснение с фольгой позволяет вдвое сократить время, затрачиваемое на тираж. Единственное препятствие — дороговизна клише, технологически более сложного, чем обычно, а также наличие навыка работы в один удар у оператора пресса. Необходима высокая температура 110—160 градусов Цельсия и пресс, способный выполнять такие работы, например, Bobst или Gietz.В случае конгревного тиснения с фольгой, фольга располагается между верхним штампом и изделием. Если для конгревного тиснения применять латунные клише, выполненные травлением, то можно получать многоуровневый конгрев. Одноуровневый конгрев выполнить проще, применяя металлические клише (медные или латунные), у которых все печатные элементы расположены на одном уровне.
|
| |
| |
| Северный_копарь | Дата: Воскресенье, 20.11.2016, 15:40 | Сообщение # 14 |
|
Профи
Группа: Проверенные
Сообщений: 2104
Награды: 0
Репутация: 598
Статус: Оффлайн
| Цитата Rus52 ( ) К гальванокопии обсуждаемый предмет не имеет никакого отношения и, кстати, если будете изготавливать восковую модель,не нагревайте форму, иначе восковка оплавится и при извлечении из формы потеряет рельеф.
Простите, но это голословные утверждения.Добавлено (20.11.2016, 15:40)
---------------------------------------------
Gena_Ural, как контраргумент Вашей версии и вообще версии о форме для штамповки предлагаю рассмотреть отсутствие угла наклона внутренних торцевых стенок у формы. Все виденные мной формы, модели и клише, используемые для штамповки и тиснения, в той или иной степени имели такой наклон. Штамп с наклонной торцевой поверхностью как бы вытягивает штампуемый материал, штамп с прямовертикальной боковой поверхностью штампуемый материал рубит. Постарался изложить по понятнее, но если кто не понял - пишите, попробую нарисовать.
|
| |
| |
| Rus52 | Дата: Воскресенье, 20.11.2016, 16:18 | Сообщение # 15 |
|
Активный участник форума
Группа: Проверенные
Сообщений: 174
Награды: 0
Репутация: 42
Статус: Оффлайн
| В сообщении № 1 ссылка есть, где можно оборот увидеть, да и то, что это медь, у меня есть большие сомнения. Добавлено (20.11.2016, 16:18)
---------------------------------------------
Северный_копарь, уклон нужен и для штамповки и для восковки и для отливки, и он там есть, просто 2 - 5 градусов на фото не увидишь, мерить надо.
Имея технический склад ума, задумайтесь лучше, зачем нужны 8 отверстий с торца?
Очень они похожи на каналы для водоохлаждения.
|
| |
| |
| Калинин | Дата: Воскресенье, 20.11.2016, 16:19 | Сообщение # 16 |
|
Профи
Группа: Администраторы
Сообщений: 9247
Награды: 0
Репутация: 1185
Статус: Оффлайн
| Покажите семивершковые штамповки, пожалуйста. Или хотя бы гальванопластику. (Успение из соседнего топика не предлагать - это Греция, и это современное изделие).
Я не видел ни разу даже на картинках.
|
| |
| |
| Rus52 | Дата: Воскресенье, 20.11.2016, 16:47 | Сообщение # 17 |
|
Активный участник форума
Группа: Проверенные
Сообщений: 174
Награды: 0
Репутация: 42
Статус: Оффлайн
| Загляните в ссылку из сообщения № 9, да и оклады на писаные иконы штамповкой получали.
|
| |
| |
| Калинин | Дата: Воскресенье, 20.11.2016, 19:22 | Сообщение # 18 |
|
Профи
Группа: Администраторы
Сообщений: 9247
Награды: 0
Репутация: 1185
Статус: Оффлайн
| Rus52, чего мне в неё закладывать - я её создавал, всё помню.
Так видел кто семивершковую штамповку?
|
| |
| |
| лембой | Дата: Воскресенье, 20.11.2016, 19:32 | Сообщение # 19 |
|
Профи
Группа: Проверенные
Сообщений: 1901
Награды: 0
Репутация: 385
Статус: Оффлайн
| Думаю это всё таки форма для восковых моделей. Резины тогда ещё не было, а из металла форма получалась практически вечной.
Восковые модели легче всего тиражировать в такие маточные формы. Налепил в неё теплый воск, и готово. Очень легко контролировать толщину модели при создании контр рельефа. Просто взял пластину теплого воска определенной толщины, и влепил её в форму по всей площади. На многих отливках с необработанным задником на обороте видны следы пальцев влеплявших воск в форму и налепы воска там где его добавляли.
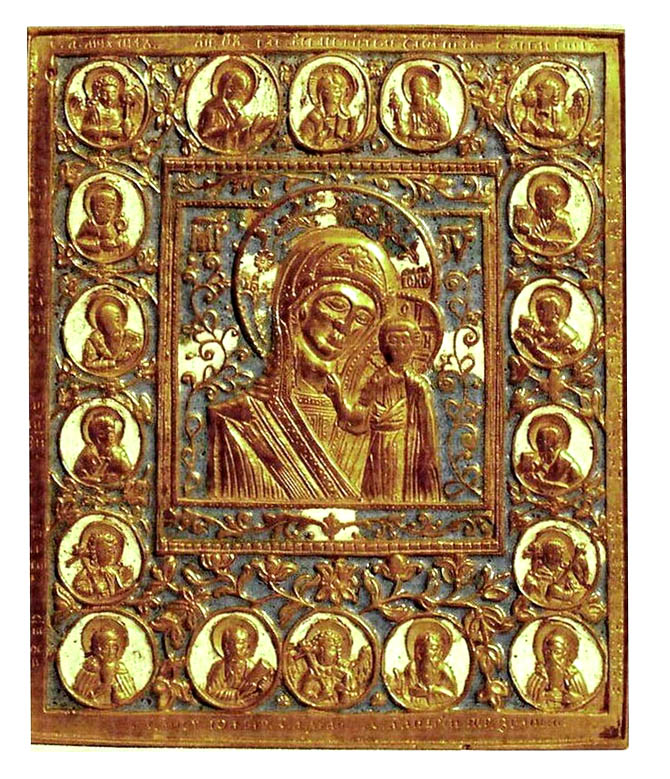
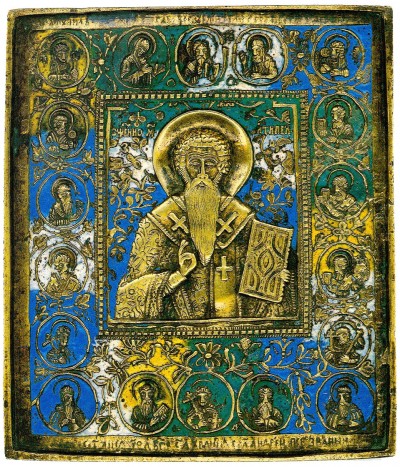
А имея такую матку отдельно для популярной рамки и отдельно для средников, очень легко делать модели для так называемых спаек. Просто отдельно оттиснуть восковую модель рамки, отдельно модель для средника, и соединить заполнив шов воском. Например вот так.
При этом если восковая модель средника больше рамки её можно было обрезать по размеру. При этом часть элементов изображения оказывалась разрезанной. Как например медальоны над вот этим Антипием.
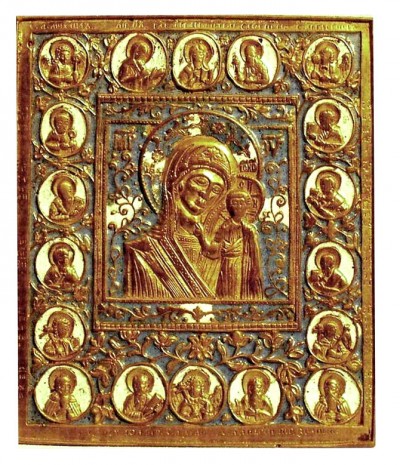
А могли оттиснуть восковую модель иконки побольше, вырезать в центре паз, и вставить туда восковую модель иконки поменьше. И так отлить. Как вот здесь, где от большей иконы остались внешняя рамка и части внутренней рамки и нимба.
В общем имея несколько маточных форм для восковых моделей, имеешь бескрайнее поле для импровизаций, компануй как хочешь. Что мы и видим в так называемых спайках.
Сообщение отредактировал лембой - Воскресенье, 20.11.2016, 20:00 |
| |
| |
| Melhola | Дата: Среда, 23.11.2016, 00:39 | Сообщение # 20 |
 Активный участник форума
Группа: Проверенные
Сообщений: 352
Награды: 0
Репутация: 244
Статус: Оффлайн
| Цитата Калинин ( ) Так видел кто семивершковую штамповку? 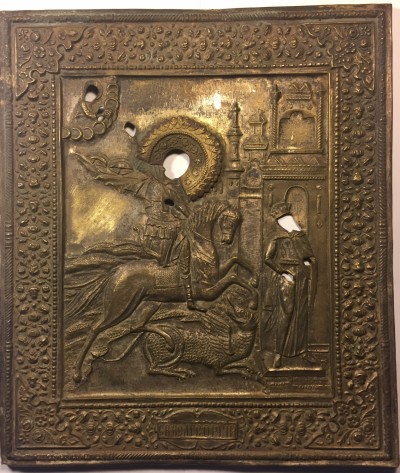 оклад имеет размер 270х310мм. Но это не предел,были и больше. оклад имеет размер 270х310мм. Но это не предел,были и больше.
|
| |
| |
| лембой | Дата: Среда, 23.11.2016, 04:49 | Сообщение # 21 |
|
Профи
Группа: Проверенные
Сообщений: 1901
Награды: 0
Репутация: 385
Статус: Оффлайн
| Штампованные оклады вещь известная. Но данная форма имеет отношение не к окладам, а к пластике.
|
| |
| |
| Rus52 | Дата: Среда, 23.11.2016, 10:21 | Сообщение # 22 |
|
Активный участник форума
Группа: Проверенные
Сообщений: 174
Награды: 0
Репутация: 42
Статус: Оффлайн
| Пример изделия, полученного из этой оснастки, даст исчерпывающий ответ, штамповку изготавливали или отливку.
Водоохлаждаемые кокили применяют по сей день, водоохлаждаемые штампы тоже применяют в горячей штамповке.
|
| |
| |
| Калинин | Дата: Среда, 23.11.2016, 13:07 | Сообщение # 23 |
|
Профи
Группа: Администраторы
Сообщений: 9247
Награды: 0
Репутация: 1185
Статус: Оффлайн
| Никто, я чувствую, не видел штампованных семивершковых икон, сделанных по известным нам образцам меднолитых. Странно это, должны были остаться.
Хотя бы в памяти у кого-то должно шевельнуться что-то: видел, мол, лет 10 назад штамповку с Николой (Вседержителем, Успением, Агиосоритиссой, Иоанном) - но нет, все молчат...
|
| |
| |
| лембой | Дата: Четверг, 24.11.2016, 08:04 | Сообщение # 24 |
|
Профи
Группа: Проверенные
Сообщений: 1901
Награды: 0
Репутация: 385
Статус: Оффлайн
| Там хорошо виден шов. Особенно на обороте. Центральная часть впаяна в рамку, но шов не весь запаян. Для отливки металла такая форма точно не годится. Попадет металл в шов и отливку не вытащишь.
А вот залепке теплым воском это не помеха.
Сообщение отредактировал лембой - Четверг, 24.11.2016, 08:13 |
| |
| |
| Rus52 | Дата: Четверг, 24.11.2016, 19:40 | Сообщение # 25 |
|
Активный участник форума
Группа: Проверенные
Сообщений: 174
Награды: 0
Репутация: 42
Статус: Оффлайн
| При внимательном рассмотрении лицевой стороны увидел тень от рамки, которая, видимо, и была принята за шов.
Если это кокиль, то он вполне рабочий, а отливка будет цепляться при извлечении даже за рельеф изображения и
это не единственная проблема при литье в кокиль, в отличии от литья в землю.
Использовать эту оснастку для изготовления восковок все равно, что таксовать на Bentley (то есть возможно).
|
| |
| |
| лембой | Дата: Пятница, 25.11.2016, 07:26 | Сообщение # 26 |
|
Профи
Группа: Проверенные
Сообщений: 1901
Награды: 0
Репутация: 385
Статус: Оффлайн
| Вот на фото оборота хорошо видно что это именно шов, местами не запаянный. Жаль большая часть его закрыта слоем металла напаянного по периметру оборота, типа рамки. Но там где этот слой отвалился шов отлично виден.

Сообщение отредактировал лембой - Пятница, 25.11.2016, 07:37 |
| |
| |
| Rus52 | Дата: Пятница, 25.11.2016, 18:42 | Сообщение # 27 |
|
Активный участник форума
Группа: Проверенные
Сообщений: 174
Награды: 0
Репутация: 42
Статус: Оффлайн
| Оборот я видел, но на работоспособность кокиля влияет только лицевая сторона.
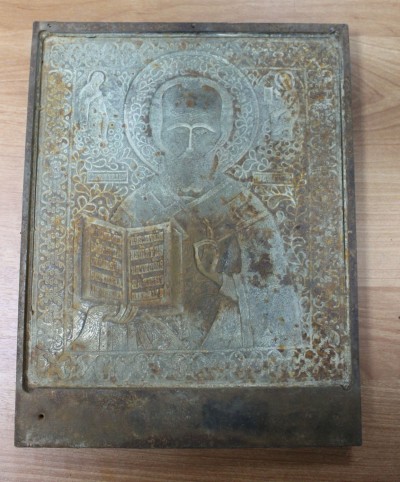
Нашел близкий аналог и размер примерно одинаковый 276х243
http://mednolit.ru/_fr/410/2661798.jpg
|
| |
| |
| лембой | Дата: Суббота, 26.11.2016, 04:22 | Сообщение # 28 |
|
Профи
Группа: Проверенные
Сообщений: 1901
Награды: 0
Репутация: 385
Статус: Оффлайн
| Ну так и на лицевой тот же шов.
|
| |
| |
| Северный_копарь | Дата: Четверг, 01.12.2016, 15:47 | Сообщение # 29 |
|
Профи
Группа: Проверенные
Сообщений: 2104
Награды: 0
Репутация: 598
Статус: Оффлайн
| Цитата Rus52 ( ) В сообщении № 1 ссылка есть, где можно оборот увидеть,
Цитата Rus52 ( ) зачем нужны 8 отверстий с торца?
Форма матричная и для изготовления восковых моделей, на мой взгляд, подходит вполне. По новым фотографиям прекрасно видно достаточно хлипкую конструкцию. В силу такой конструкции эта матрица не могла использоваться мощном в прессе, в котором изделие получается за один удар. Плюс, ответной части (пуансона) мы не видим.
Для чеканки и тиснения из тонких листов (при изготовлении басмы, например) мастера ремесленники чаще всего пользуются штампами-пуансонами, а не матрицами, чаще всего в сочетании с мягкой подложкой. Касательно этой формы лично я свои выводы сделал.
Цитата лембой ( ) Восковые модели легче всего тиражировать в такие маточные формы.
Согласен. Также, для не крупных клейм (изводов), могли использоваться матричные штампы.
|
| |
| |
| Rus52 | Дата: Четверг, 01.12.2016, 21:18 | Сообщение # 30 |
|
Активный участник форума
Группа: Проверенные
Сообщений: 174
Награды: 0
Репутация: 42
Статус: Оффлайн
| Сомнений у меня тоже предостаточно, но я не склоняюсь к тому, что в эту сложную оснастку лили воск.
8 каналов под отверстия можно увидеть на фото тыльной стороны, поэтому я и решил, что они сквозные.
Есть еще один метод изготовления - жидкая штамповка, изделие от которого отличается от отливки только хорошим качеством
лицевой поверхности, а также изделие это можно получить тоньше, чем отливка, но это высший пилотаж и я ни в коем случае не утверждаю, что этим методом изготавливали иконы из медных сплавов.
|
| |
| |