Ладанка - кожаный или полотняный мешочек для хранения ладана; носился на шее, на сыромятном ремешке или верёвке. Сохранив своё истинное значение (ладанки производятся и используются по сю пору), термин в разговорной речи распространился на почти любую нательную иконку, образок, привеску, что в корне неправильно.
Пример Л. из собрания Музейного объединения "Музеи Москвы":

Лампада - храмовый или домовый светильник, расположенный непосредственно у икон. Символика горения лампадного огня - вечный огонь веры в Спасителя Христа, разгоняющий тьму зла и неверия. Л. крепится непосредственно к киоту иконы, либо подвешивается на цепочках, ставится на полку рядом с иконами и т. д. Лампада - обязательный атрибут красного угла в доме православного христианина.
Л. у писаных и меднолитых икон:

Меднолитой цепедержатель крупной храмовой Л. 18 - 19 века:

Лещадки - (от древнерус. — колотый, плоский камень): в русском медном литье, а равно и в иконописи: элемент горного пейзажа, изображаемый в виде уступчатых гор, устремлённых к небу, как символ духовного восхождения. Обычно изображаются в виде нагромождений плоских каменных глыб, иногда со следами растительности.
Л., элемент гористого ландшафта окрестностей Иерусалима на литой иконе 19 века Вход Господень во Иерусалим:

Лизунов Ефим Фёдорович - владелец меднолитейного заведения, располагавшегося по адресу: Москва, ул. 9-я рота, д. 360, и принадлежавшего, последовательно, М.И. Прокофьевой и М.И. Соколовой. Бывший крестьянин Боровского уезда, зять М.И. Соколовой. Вступил во владение мастерской в 1911 году, последнее упоминание о данной мастерской - 1916 год.
По сведениям костромского литейщика А.П. Серова, бизнес тёщи пришёл в упадок при Л: "...У Соколовой М.И. тоже, что она померла и хозяйство ее все перешло по наследству в руки ее зятю Лизунову В.М., который оказался несамостоятельным, и все имущество промотал (ибо был алкоголиком), чем и закончилось производство литейной мастерской примерно году в 1912". Однако, если "1912" - это не описка (возможно, должно стоять "1916". Помимо этого, Серов ошибается в инициалах Лизунова), данные сведения в определённой степени идут вразрез с документальными: известно, что именно Л. получает промысловые и торговые свидетельства на срок с 18 января 1912 по 10 декабря 1914 г.
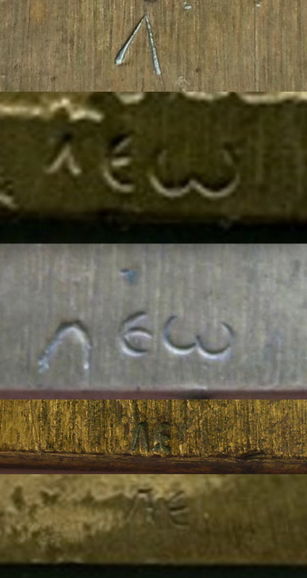
Мастерская ставила на некоторых иконах личный знак - клеймо литейного заведения: монограммы "ЛЕ" (Лизунов Ефим), "Л", "ЛЭФ" "Леоо", что позволяет датировать её предметы в достаточно узком временном промежутке с 1911 года. Судьба заведения и самого Л. после Октябрьского переворота неизвестна.
Разные варианты клейм заведения Л. на оборотных сторонах вершковых меднолитых икон:
Литейное заведение (литейное производство, литейка) -
Литик - см. Икона-литик.
Литник - для доступа расплава металла в формовочной массе прорезались путики (путцы; от слова путь), в наклонном положении. После заливки опоки металлом, и после ее раскрытия готовая отливка из нескольких крестов и соединяющих их "ветвей" металла, заполнившего путики, становилась похожей на ветку с листьями или ёлку. Иконы ставились в опоке одна от другой на расстоянии 2-3 см, и также соединялись путиковым каналом, превращавшимся после заполнения расплавом в литник.
Необработанные иконы и кресты с остатками литиков обнаруживают в ходе археологических раскопок на местах расположения литеек.
Остатки литника на иконе Великомученик Никита, побивающий беса, 18-19 в.:

Остатки литиков на крестах разных временных периодов:



Литьё в гриб - кустарный, не расчитанный на большой тираж процесс отливки меднолитых икон и тельных, а также наперсных крестов с применением плодового тела гриба Трутовика настоящего (Fomes fomentarius).
Краткое описание процесса: срезанный гриб распиливали на две половинки, вываривали, и в размягченные части вкладывали матрицу-образец. После этого половинки очень плотно сжимали, чтобы получился четкий оттиск помещённого между ними предмета, и сушили в печи по особой технологии. Готовая форма позволяла сделать несколько отливок хорошего качества из легкоплавкой латуни.
Подробное описание процесса с фотофиксацией каждой операции см. в статейном разделе форума.
Срезы гриба-трутовика с отпечатками матрицы-образца креста:

Литьё в опоку (литьё в землю) - одна из технологий отливки икон и крестов.
Верхняя опока набивалась землёй несколько слабее, с небольшим бугром, для последующего пропечатывания. Сверху опока посыпалась из мешочка пылью (просеянной землей или спорами гриба-дождевика; см. Пыхва). Далее верхняя опока откладывалась в сторону. Затем приступали к самому ответственному этапу формовки: при литье нательных крестов для поступления металла при литье прокладывался главный путец (литник) из металлической проволоки и три путца, вертикально отходящие от него (более тонкие), которые пробивались примерно до середины.
После этого укладывались, «притапливались» в землю крестики-образцы, простукивались молотком два-три раза и вновь посыпались пылью из мешочка.Верхняя опока при совмещении сначала слегка, затем сильно пробивалась, простукивалась деревянным молотком для получения отпечатка. Далее она снималась, и мастер смотрел, как на нижней опоке легли образцы, не нужно ли что-то подровнять, поправить. Вновь поверхность посыпалась пылью, закрывалась верхней опокой и тогда уже железным молотком простукивалась по всей площади. При этом лишняя земля срезалась косой.
После пропечатывания из опок аккуратно вынимались путцы и, не захватывая земли, поддевались образцы-крестики. После этого путцы смачивались кисточкой, чтобы земля не поднималась и, начиная от верха, специальным железным крючком земля продавливалась в виде небольших канальцев к полученным отпечаткам крестов.Подготовленная нижняя опока с петлёй на конце передавалась мастеру-напарнику, который брал верхнюю опоку с крючком для стыковки этих двух частей. Вновь опоки совмещались, и несильно, лёгкими ударами ладонью,пробивались.
После точного совмещения нижней и верхней опоки крючок укреплялся в петле, и опоки вывешивались для сушки на железный прут под самый верх еще нерастопленного горна. В горн ставился железный горшок, обкладывался сухими дровами, сверху добавлялся уголь, который подкладывался, когда прогорали дрова, ри этом горн всегда закрывался заслонкой. Готовность металла определялась по цвету и всполохам цинка при кипении.
После растопки горна мастера смотрели на сушку опок; готовность определялась аудиально - при постукивании раздавался легкий звон. Примерно через 1,5 часа опоки снимались с крючков и укладывались на подмодельные доски. Верхняя воронка замазывалась с боков сырой глиной, чтобы исключить подтекания металла. Так, одновременно после сушки снимались три-четыре опоки.
Далее начинался процесс литья. Обе опоки укладывались под пресс через небольшую подушку, в которую упирался винт. Опоки устанавливались на скамейке под определенным углом, чтобы замазанная воронка была вверху. Небольшим ковшиком сразу начинали заливать медь в опоку, которая находилась под винтом, и откладывалась, далее бралась следующая, вновь заливался металл, и так продолжалась работа со всеми подготовленными опоками.
После заливки металла опоки укладывались на рабочий стол, снималась верхняя - ударом молотка в середину - и земля вышибалась. Бралась нижняя опока, простукивалась по путцам и крестам. После того, как отходила земля, на поверхности оставались выполненные изделия.

Технологически литьё в землю можно представить следующим образом:
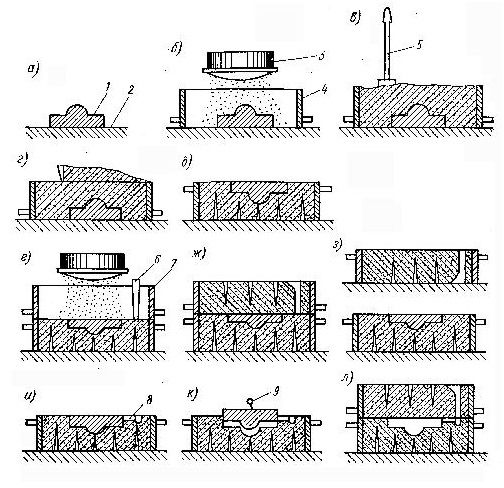
а) Модели иконы 1 нижней стороной укладываются на подмодельный щиток 2. Затем на щиток устанавливается нижняя опока 4 рабочей плоскостью вниз.
б) На модели слой за слоем насыпается формовочная смесь.
в) После заполнения опоки смесь уплотняется трамбовкой 5.
г) Излишек формовочной смеси срезается.
д) Нижняя опока с заформованными в ней моделями переворачивается на 180° поверхностью разъема вверх.
е) На нижнюю опоку 4 устанавливается верхняя опока 7 и модель стояка 6 (стояк – вертикальный литейный канал). Весь объем верхней опоки засыпается формовочной смесью и смесь уплотняется.
ж) Излишек смеси срезается вровень с кромкой верхней опоки. Выполняются наколы для вентиляции формы.
з) Модель стояка извлекается из формы и снимается верхняя опока.
и) В нижней опоке прорезаются горизонтальные литниковые каналы-питатели 8 («путики»)
к) Модели извлекаются из формы.
л) Форма вновь собирается и отправляется на участок литья - «плавильню», где происходит сушка формы и заливка в нее металла.
Семивершковая богородичная икона в опоке, в окружении спекшейся песчанистой глины. Виден необработанный верхний край иконы с излишками металла. Современное фото с производства, работающего по старым технологиям:

Литьё по выплавляемой модели -
Лифостротон -
Ложная дата (1594 год) -
Любительская археология - хобби, вид активного отдыха. ...........................